24小时在线咨询热线:
139-0141-5063
139-1466-1088

电话:0086-515-69989788
传真:69989787
邮箱:dtdjjx@126.com
网址:www.dtdjjx.com
地址:江苏省东台市唐洋镇心红全民创业园16号
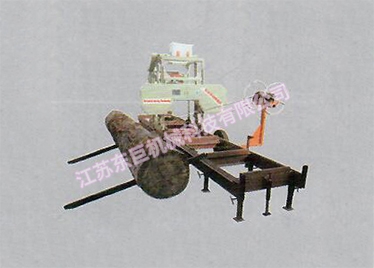
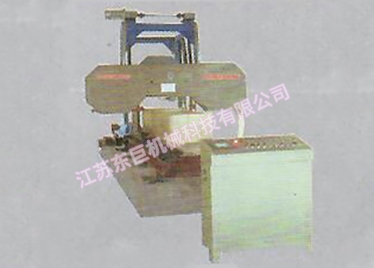
卧式带锯机拙钻注意事项
先把钻忏刨制方正,比制成后的直径大出8毫米,作为再加工的量。刨成的钻杆还可允许轻微的缺棱少角,但不能影响制成后的钻杆困度。卧式带锯钻忏坯的截头要端正,纵向的四面上要划中心线,并在两端面上相对接通成为十字线。然后垂直卡牢并露出70-100毫米的头,以便打装钻轴的眼时按中心线目测.如没有卡固条件,可用"土办法?做一个比钻抨坯稍大的概子,在土地上模进去再拔出来,把钻杆坯放在里边用木搜卡牢.开钻时,钻沿轴心线钻进,暇的直径耍比锚轴小螺纹深度的1.5倍,眼打成后把钻铀硬拧而入。
另一种安装卧式带锯钻轴的方法是把眼打得稍大些,再把钻轴的装进部分冷砸成扁状。装配时化自矶入眼内,马上把钻轴插进用自矶焊牢,这种做法要求快而准确。同时也是一种方法失败后的补救措施。
卧式带锯钻轴校对方搓,是将直尺靠附钻抨坯上的中心线,用直尺探头横测间距的方法从钻忏坯的四个面上去测量.测量后如有超差现象,可从钻抽根部轻轻拨正,但不能影响底轴档的方向.
4号头挺子的安装和钻轴安麓基本相同,其不同点是安装 时硬配合篝避,硬配置是0.2-0.4毫米.为防止日久挺忏转动,可把端头制成两个尖剁进眼底。
卡头配装,卡头内眼锥度一般是1 : 20。如测不准时,可用硬粘混把卡头眼塞满,待略干后把泥塞取出,测量泥塞求出挺杆头部的制作尺寸.仍用直尺探头测量的方法,校对着把挺抨头先锥成一个正方角锥台体,再锥去四个角做成八方角锥台体,再去棱做成所需要的截头圆锥体,即挺忏。把挺杆上涂红色,装进卡头眼,用手倒正拧动几下退出,看挺杆上的摩擦痕迹,测准严实情况,依次锥修直到装配比较严密、端正、牢固为止。
| 地址 :江苏省东台市唐洋镇心红机械创业园16号 | 邮箱:dtdjjx@126.com |
| 服务热线:139-0141-5063 | 电话:0515-69989788 |